数控机床导轨的种类和特性

机床制造者最关心的莫过于机床的精度,刚性和使用寿命,对导轨系统的关注甚少。但导轨为机床功能的实现奠定了可靠的基础。各种类型的机床工作部件,都是利用控制轴在指定的导轨上运动,机床设计者根据机床的类型和用途选用各种不同形式的导轨系统,用得较为广泛的有下列三种:即平面导轨、直线滚动导轨和循环滚柱与平面导轨 … 阅读更多

机床制造者最关心的莫过于机床的精度,刚性和使用寿命,对导轨系统的关注甚少。但导轨为机床功能的实现奠定了可靠的基础。各种类型的机床工作部件,都是利用控制轴在指定的导轨上运动,机床设计者根据机床的类型和用途选用各种不同形式的导轨系统,用得较为广泛的有下列三种:即平面导轨、直线滚动导轨和循环滚柱与平面导轨 … 阅读更多
发那科程序传输工具软件 下载链接 FANUC Program Transfer Tool V19.0 https://www.eleok.com/thread-123789-1-1.html FANUC Program Transfer Tool V17.0 https://www.eleok.co … 阅读更多
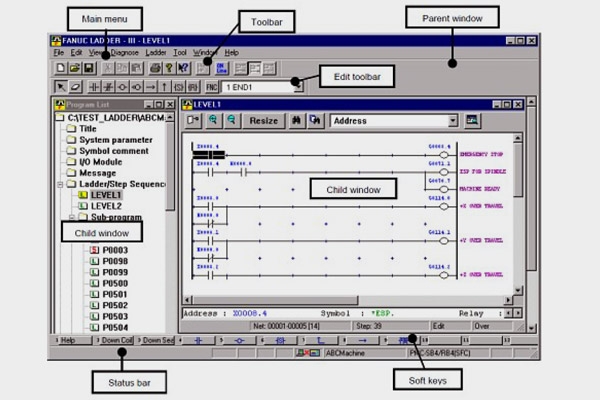
FANUC LADDER-III是用于开发,诊断和维护CNC PMC梯形图(发那科的内置集成PLC)序列程序的标准编程系统。 功能特点 创建、显示、编辑和打印梯形图序列程序 监控和调试梯形图序列程序 PMC信号状态显示 程序监控 PMC信号状态显示 PMC信号迹线 写入闪存 通过以太网连接到数控系统 … 阅读更多
一、操作指令 1、地址表格: 地 址 释 义 最小到最大之数量 O 程序编号 0001——9999 N 段之编号 0001——9999 G 动作模式 00——99 X、Y、Z 工作轴 0.001——99999.999(毫米) 0.0001——3937.0078(英寸) R 圆之半径 … 阅读更多
工业中常用的三菱数控系统有:M700V系列;M70V系列;M70系列;M60S系列;E68系列;E60系列;C6系列;C64系列;C70系列. 三菱数控系统M700V系列 1.控制单元配备最新RISC 64位CPU和高速图形芯片,通过一体化设计实现完全纳米级控制、超一流的加工能力和高品质的画面显示。 … 阅读更多

课题一 平面加工 图2—1—1 平面加工任务图 参考程序: O0001; G90 G94 G21 G17; G91 G28 Z0; G90 G54 M03 S350; G00 X-52.0 Y-50.0; Z5.0 M08; G01 Z-8.0 F50; Y50.0 F52; G00 Z5.0; … 阅读更多
任何时候发出警报时,屏幕右下角都会出现闪烁的“Alarm”(警报)。按Alarm显示键以查看当前警报。所有警报出现时都带有参考编号以及完整的说明。如果按Reset(复位)键,将从警报列表中去除一条警报。如果有18条以上的警报,显示的将是最后18条,必须用Reset(复位)来查看其它警报。任何警报的出 … 阅读更多
一、操作者必须严格遵守维护使用立式钻床的四项要求,五项纪律。严禁超负荷使用设备。 二、开车前,必须按照巡回检查点仔细进行检查,并按润滑图表进行润滑。 三、停车八小时以上再开动设备时,应先低速转动三至五分钟,确认运转正常后,再开始工作。 四、工作中必须正确安装工具,钻套要符合标准,锥面必须清洁无滑痕。 … 阅读更多
线切割机操作的注意事项 1、操作者必须熟悉机床结构和性能,经培训合格后方可上岗。严禁非线切割人员擅自动用线切割设备。严禁超性能使用线切割设备。 2、操作前的准备和确认工作 1)清理干净工作台面和工作箱内的废料、杂质,搞好机床及周围的“5S”工作。 2)检查确认工作液是否足够,不足时应及时添加。 3) … 阅读更多
组号 材料厚度 刀号 脉宽 脉间 管数 状态 运丝 组号02 20mm 刀1 3 16 8 3 1 刀2 2 50 3 2 5 刀3 1 50 2 4 6 组号03 30mm 刀1 3 16-18 8 1 1 刀2 2 50 4 2 5 刀3 1 50 2 4 6 组号04 40mm 刀1 4 18 … 阅读更多